
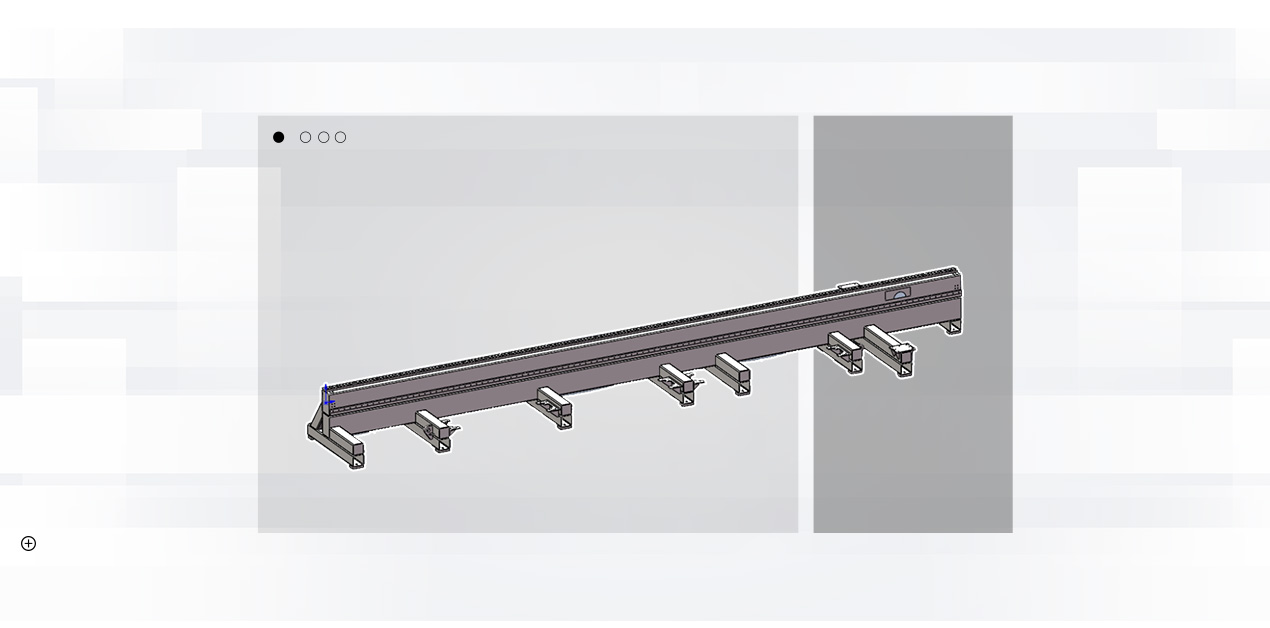
Sidehengende struktur-en-delt-sveiset-seng
Beina har en sidehengende struktur og en sveiset beina i ett stykke, som er glødet for å eliminere indre belastninger. Etter grovmaskinering utføres vibrasjonsaldring før ferdigmaskinering, noe som forbedrer maskinverktøyets stivhet og stabilitet betraktelig og sikrer maskinverktøyets nøyaktighet. AC-servomotordriften styres av det numeriske kontrollsystemet, og chucken utfører en frem- og tilbakegående bevegelse i Y-retningen etter at motoren er drevet, noe som oppnår rask bevegelse og matebevegelse. Både Y-aksestativet og den lineære føringsskinnen er laget av høypresisjonsprodukter, noe som effektivt garanterer nøyaktigheten til transmisjonen; grensebryterne i begge ender av slaget styres, og en hard grenseenhet er installert samtidig, noe som effektivt sikrer sikkerheten til maskinverktøyets bevegelse; maskinverktøyet er utstyrt med en automatisk smøreinnretning som tilsetter smøreolje til de bevegelige delene av beina med jevne mellomrom for å sikre at de bevegelige delene går i god stand, noe som kan forbedre levetiden til føringsskinner, gir og tannhjul.
Frontmatingsenhet
Den fremre matingsanordningen inkluderer en støtteplate styrt av en luftsylinder, som støtter røret når det kuttede røret er langt og forhindrer at det siger.
Når arbeidsstykket kuttes, støtter den hevede støttesylinderen støtteplaten for å støtte røret og forhindre at det siger. Når arbeidsstykket kuttes, trekkes alle hevede støttesylindere tilbake, og arbeidsstykket faller ned på blindplaten og glir til lagringsstedet. Sylinderfunksjonen styres automatisk av systemet.
Frontseksjonen er også delt inn i oppfølgingstype og manuell justeringstype.

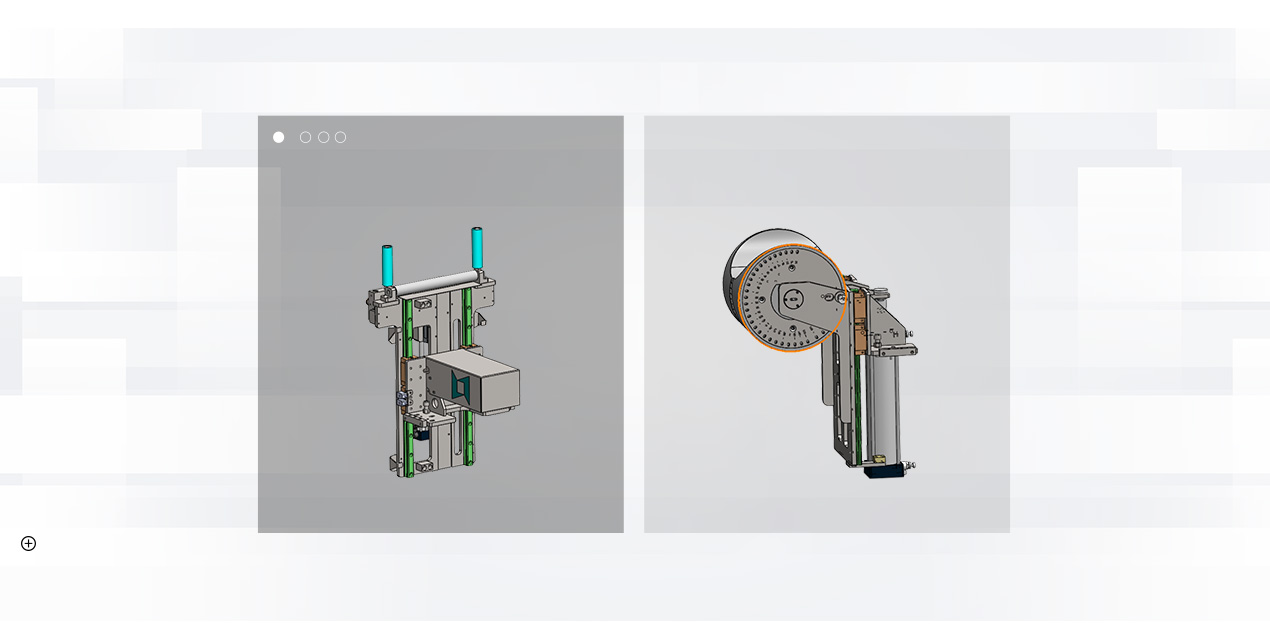
Støttemekanismer
Det er installert 3 sett med støttemekanismer på sengen, og det er to typer tilgjengelig:
1. Følgestøtten styres av en uavhengig servomotor for å bevege seg opp og ned, hovedsakelig for å utføre følgestøtte ved overdreven deformasjon av lange rør (rør med liten diameter). Når den bakre chucken beveger seg til tilsvarende posisjon, kan hjelpestøtten senkes for å unngå.
2. Hjulstøtten med variabel diameter løftes og senkes av sylinderen, og den kan justeres manuelt til forskjellige skalaposisjoner for å støtte rør i forskjellige størrelser.
Chuck-Part
Chucken er delt inn i to pneumatiske fullslagschucker foran og bak, som begge kan bevege seg i Y-retningen. Den bakre chucken er ansvarlig for å klemme og mate røret, og den fremre chucken er installert på enden av sengen for å klemme materialer. De fremre og bakre chuckene drives henholdsvis av servomotorer for å oppnå synkron rotasjon.
Under skjøtklemming av doble chucker kan kort haleskjæring realiseres, og den korte halen av munningen kan nå 20-40 mm, samtidig som den korte haleskjæringen av lengre hale støttes.
Rørkuttemaskinen i TN-serien benytter metoden for chuckbevegelse og -unngåelse, som kan oppnå skjæring med to chucker hele tiden, og vil ikke føre til at røret blir for langt og ustabilt, og presisjonen er ikke tilstrekkelig.

Akse-enhet
Tverrbjelken på X-akseenheten bruker en gantry-struktur, som er sveiset av en kombinasjon av firkantrør og stålplate. Gantry-komponenten er festet på lasteplanet, og X-aksen drives av en servomotor for å drive tannstangen og tannhjulet for å realisere den frem- og tilbakegående bevegelsen til glideplaten i X-retningen. Under bevegelsen styrer grensebryteren slaget for å begrense posisjonen for å sikre sikkerheten til systemdriften.
Samtidig har X/Z-aksen sitt eget organdeksel for å beskytte den indre strukturen og oppnå bedre beskyttelse og støvfjerningseffekter.
Z-akseenheten realiserer hovedsakelig laserhodets opp- og nedbevegelse.
Z-aksen kan brukes som en CNC-akse for å utføre sin egen interpolasjonsbevegelse, og samtidig kan den kobles til X- og Y-aksene, og kan også byttes til oppfølgingskontroll for å møte behovene i ulike situasjoner.
Fordeler med metallrørfiberlaserskjæremaskin 62TN