









Pulvermatingsdyse
1. Treveis/fireveis koaksial pulvermatingsdyse: pulveret mates direkte ut fra treveis/fireveisdysen, konvergert på ett punkt, konvergenspunktet er lite, pulverretningen påvirkes mindre av tyngdekraften, og retningen er god, egnet for tredimensjonal laserrestaurering og 3D-printing.
2. Ringformet koaksial pulvermatingsdyse: Pulveret mates inn via tre eller fire kanaler, og etter intern homogeniseringsbehandling mates pulveret ut i en ring og konvergerer. Konvergenspunktet er relativt stort, men mer jevnt, og er mer egnet for lasersmelting med store flekker. Det er egnet for laserkledning med en helningsvinkel på innenfor 30°.
3. Sideformet pulvermatingsdyse: enkel struktur, lav kostnad, praktisk installasjon og justering; avstanden mellom pulverutløpene er stor, og kontrollerbarheten av pulver og lys er bedre. Laserstrålen og pulvertilførselen er imidlertid asymmetrisk, og skanneretningen er begrenset, slik at den ikke kan generere et ensartet kledningslag i noen retning, så den er ikke egnet for 3D-kledning.
4. Stangformet pulvermatingsdyse: pulver mates inn på begge sider. Etter homogeniseringsbehandling av pulverutmatingsmodulen mates det ut stangformede pulveret, og det samles på ett sted for å danne en 16 mm * 3 mm (tilpassbar) stripeformet pulverflekk, og den tilsvarende kombinasjonen av stripeformede flekker kan realisere storformat laseroverflatereparasjon og forbedre effektiviteten betraktelig.
Pulvermater
Hovedparametere for dobbeltløpspulvermater
Pulvermatermodell: EMP-PF-2-1
Pulvermatingssylinder: pulvermating med to sylindere, PLC-uavhengig kontrollerbar
Kontrollmodus: raskt bytte mellom feilsøkings- og produksjonsmodus
Mål: 600 mm x 500 mm x 1450 mm (lengde, bredde og høyde)
Spenning: 220 V AC, 50 HZ;
Effekt: ≤1kw
Sendbar pulverpartikkelstørrelse: 20-200μm
Pulvermatingsskivehastighet: 0-20 o/min trinnløs hastighetsregulering;
Pulvermatingsnøyaktighet: <±2%;
Nødvendig gasskilde: Nitrogen/Argon
Annet: Driftsgrensesnittet kan tilpasses etter behov


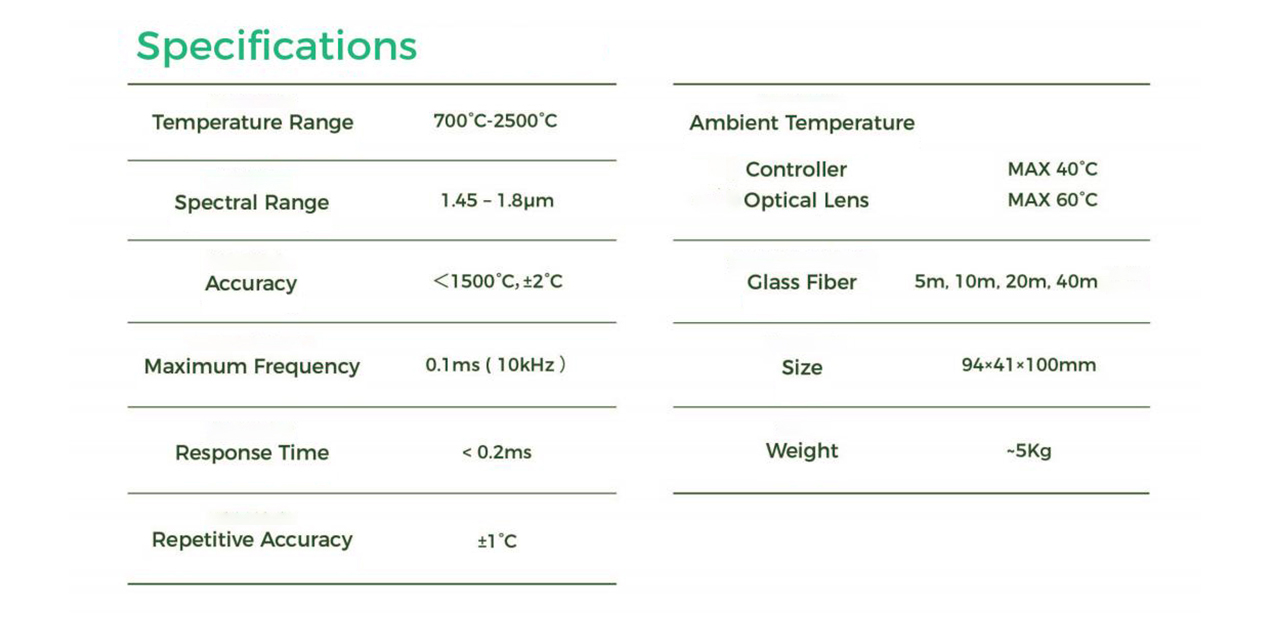
Laserpyrometer
Lukket temperaturkontroll, som laserherding, kledning og overflatebehandling, kan nøyaktig opprettholde herdetemperaturen på kanter, fremspring eller hull.
Testtemperaturområdet er fra 700 ℃ til 2500 ℃.
Lukket sløyfekontroll, opptil 10 kHz.
Kraftige programvarepakker for
prosessoppsett, visualisering og
datalagring.
Industrielle l/O-terminaler med 24V digital og analog 0–10V l/O for automatiseringslinje
integrasjon og lasertilkobling.
Fordeler med laserkledning


Laserkledningsapplikasjoner
● I bilindustrien, som for eksempel motorventiler, sylinderspor, gir, eksosventilseter og noen deler som krever høy slitestyrke, varmebestandighet og korrosjonsbestandighet;
● I luftfartsindustrien påføres noen legeringspulvere på overflaten av titanlegeringer for å løse problemet med titanlegeringer. Ulemper med stor friksjonskoeffisient og dårlig slitestyrke;
● Etter at overflaten av formen i formindustrien er behandlet med laserkledning, forbedres overflatehardheten, slitestyrken og høytemperaturmotstanden betydelig;
● Bruken av laserkledning for valser i stålindustrien har blitt svært vanlig.
parameter
Arbeidsprinsipp for laserkledning
Ved å legge kledningsmaterialer på overflaten av substratet og bruke en laserstråle med høy energitetthet til å smelte den sammen med det tynne laget på substratoverflaten, dannes et metallurgisk bundet kledningslag på overflaten av substratet.
Vi trenger å vite
Hvis du vil vite om laserkledning passer for deg, må du fortelle følgende punkter:
1. Hvilket materiale er produktet ditt; hvilket materiale trenger kledning?
2. Formen og størrelsen på produktet, det er best å gi bilder;
3. Dine spesifikke prosesseringskrav: prosesseringsposisjon, bredde, tykkelse og produktets ytelse etter prosessering;
4. Trenger effektiv prosessering;
5. Hva er kostnadskravet?
6. Lasertype (optisk fiber eller halvleder), hvor mye effekt og ønsket fokusstørrelse; om det er en støtterobot eller et maskinverktøy;
7. Er du kjent med laserkledningsprosessen og trenger du teknisk støtte?
8. Er det noe presist krav til vekten på laserkledningshodet (spesielt bør robotens last tas i betraktning når roboten støttes);
9. Hva er kravet til leveringstid?
10. Trenger du korrekturlesing (støttekorrekturlesing)?







